
この関連記事初めて読む方は最初の記事から
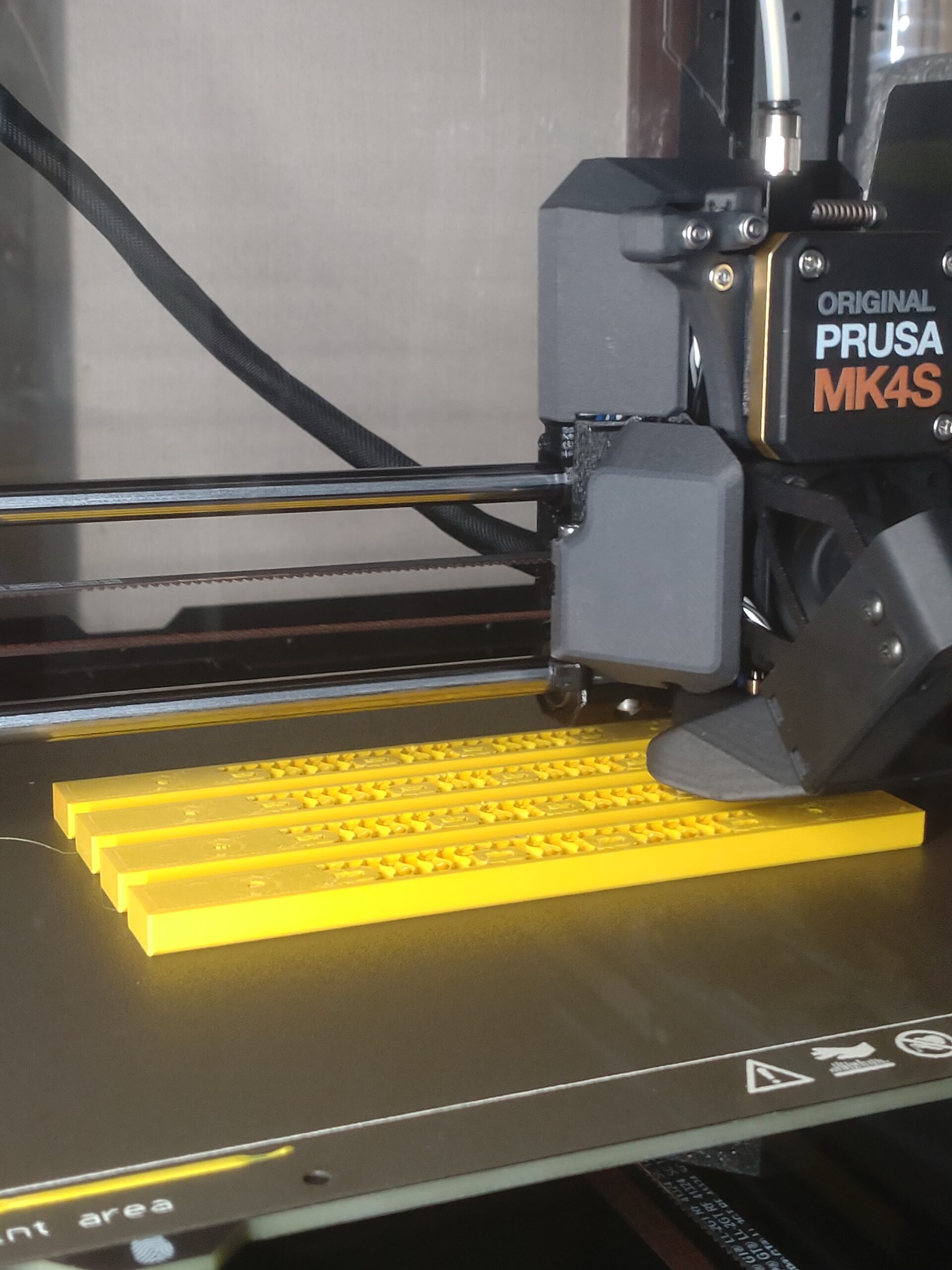
MK4sでのプリント
とりあえずデフォルトのSPEED設定からちょこちょこいじりながらでプリントしていたんですが・・・。
積層ずれ
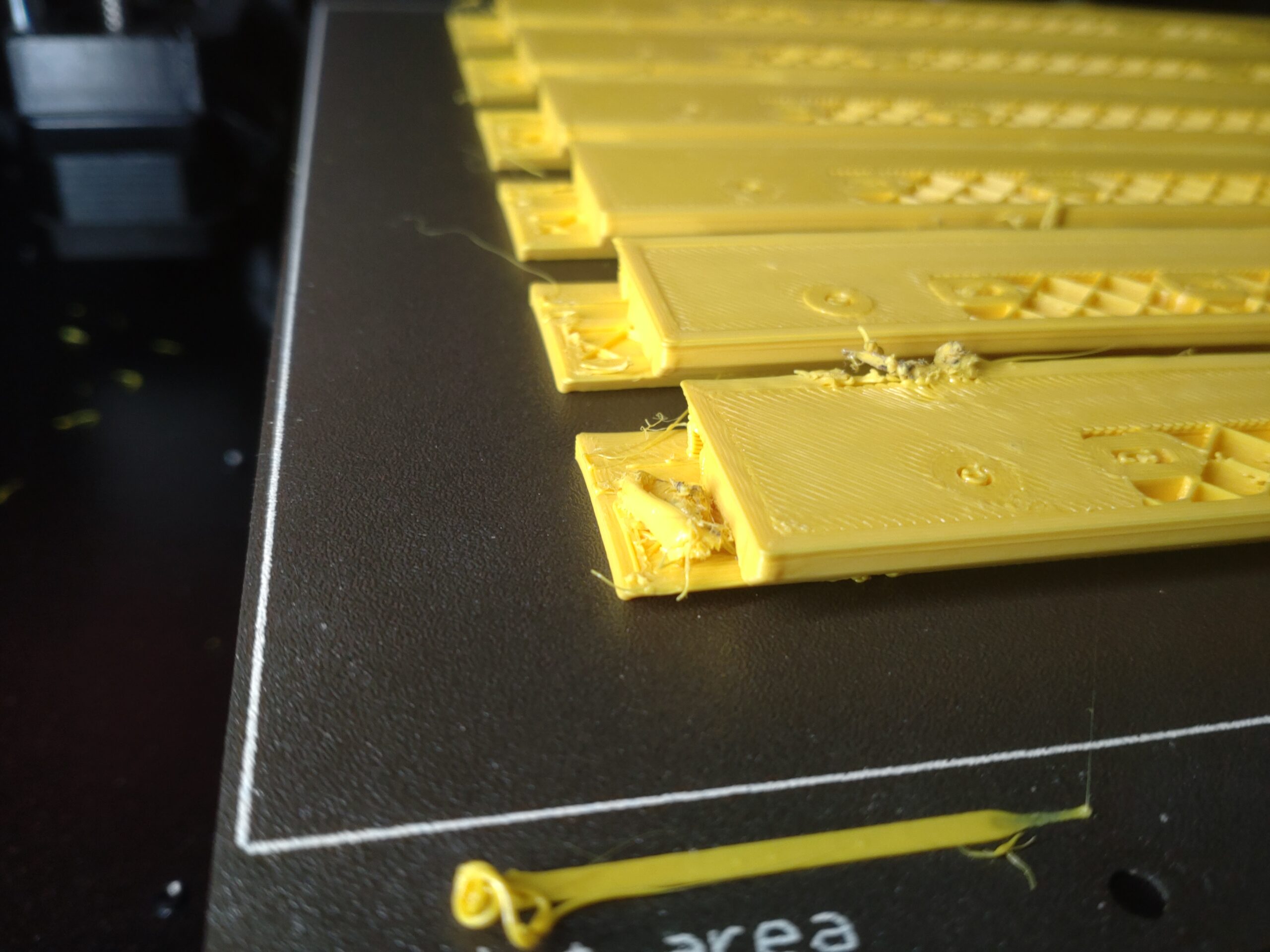
糸引きと不明なお団子の生成( ^ω^)・・・。

自分の感覚としてはやたら速いスピードでプリントされた部品にノズルがぶつかり・・・。
ステッピングモーターが脱調し積層ずれが起こっている
ように見えます( ^ω^)・・・。
”SPEED設定”が速すぎる?
SPEED設定での加速度もプリントスピードもかなり速い設定になっているんで・・・。
そのスピードにステッピングモーターのトルクが負けてしまっているようです。
インプットシェイパーはクラッシュ検出がされない仕様のようです。
それがさらに状況を悪化させているようです。
それと不明なお団子は
プリントヘッドが時々止まるような動きをしているのを目撃( ^ω^)・・・。
その間もフィラメントを出し続けているんで・・・。
オブジェクトの上にお団子が意図せず出来てしまい
そのお団子がオブジェクトに張り付き・・・。
ノズルがお団子にぶつかって・・・。
ステッピングモーターが脱調して・・・。
積層ずれが起きている?。
併せて余分なフィラメントがノズルの周りについて溶けて・・・。
糸引きがランダムに作られていく( ^ω^)・・・。
と推測しました。
”STRUCTURAL設定”にしてみる?。
なので
ヘッドの水平方向の移動スピードが速い事。
と
ヘッドが時々止まる事。
の2種類の不具合があるのではないかと思います。
対応としてはデフォルトの“SPEED設定”をやめて
”STRUCTURAL設定”にすることによってスピードが全体的に遅くなる・・・。
なので脱調は防ぐことが出来る。
さらにプリントヘッドが止まるのは
何らかの原因で制御が追い付かずフリーズしているのではないか?。
と思うのでこれも”STRUCTURAL設定”でプリントスピードを抑えることによって
負荷が減って解消できるのではないか?
と想像して“SPEED設定”をやめることでこれも解消する方向になるのではないか?。
と考えました。
なのでデフォルトの“SPEED設定”はまだ実用できる段階ではないと判断しました。
この結論に達するまでに約1kgの材料が無駄になってしまいました( ^ω^)・・・。
キットを新規に作ったプリンターとアップグレードしたプリンターでの差は認められませんでした。
なのでMk4sの“SPEED設定”での設定ががそういうものなんだと思います。
ゴミの山が・・・。
ゴミの山もプリンターが2台になった分2倍の速さで出来ます( ^ω^)・・・。

いくらプリントスピードが速くても数回に1回しかプリントが成功しないんじゃ材料も無駄だし時間も無駄になります。
なら最初から時間をかけて確実で仕上がりの良いプリントをする方が結果的に早く品質も良く材料も無駄にならない。
という事だと思います。
なのでとりあえず“SPEED設定”は封印( ^ω^)・・・。
この部分に関するスライサー、ファームウエアのバージョンUPを待つことにします。
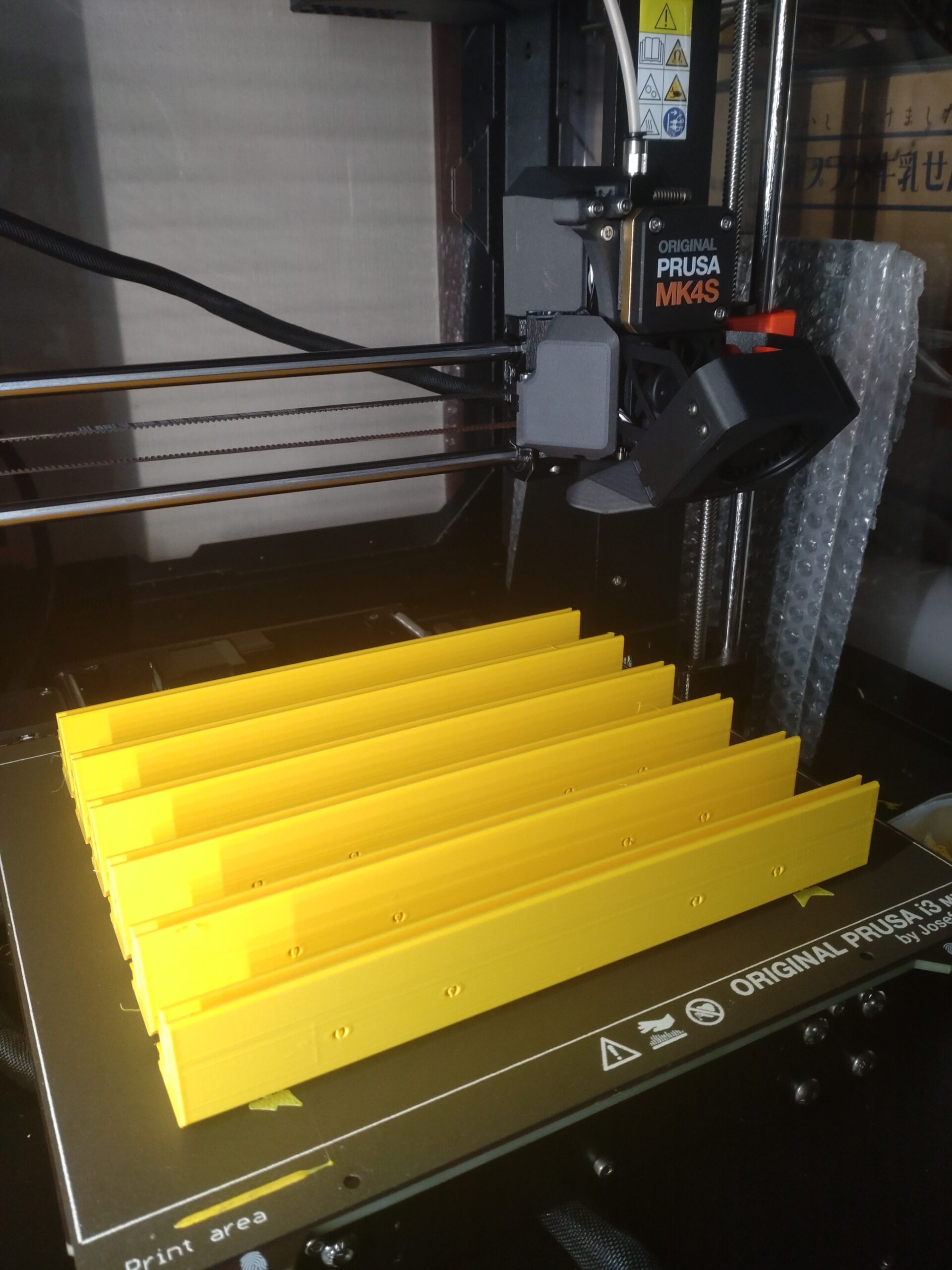
”STRUCTURAL設定”
なので普通のモードと思われる”STRUCTURAL設定”のプリセットからの修正でプリントする事にしました。
で自分の場合はある程度部品に強さを求めるので外周と上下の厚みを増やしています。
インフィルもそれなりに強度に貢献しそうな形状に変更。
他はプリント品質を上げそうな設定は変更していますが上面のアイロンは設定していません。
やたら時間がかかるので( ^ω^)・・・。
で”STRUCTURAL設定”でプリントをしてみると時間はかかりますがそれなりにプリントは成功するようになっているようです。
といっても5回に1回ぐらいは積層ずれは発生しているイメージです。
順調にプリント出来ています。
もう少しプリントスピードを上げてもいいかも知れないですがそこはまだ詰めれていません。
それより安定してプリントが出来てプリント品質が安定している方を優先する事にしました。
で特に問題が起きなければ改めて検討する事にします。
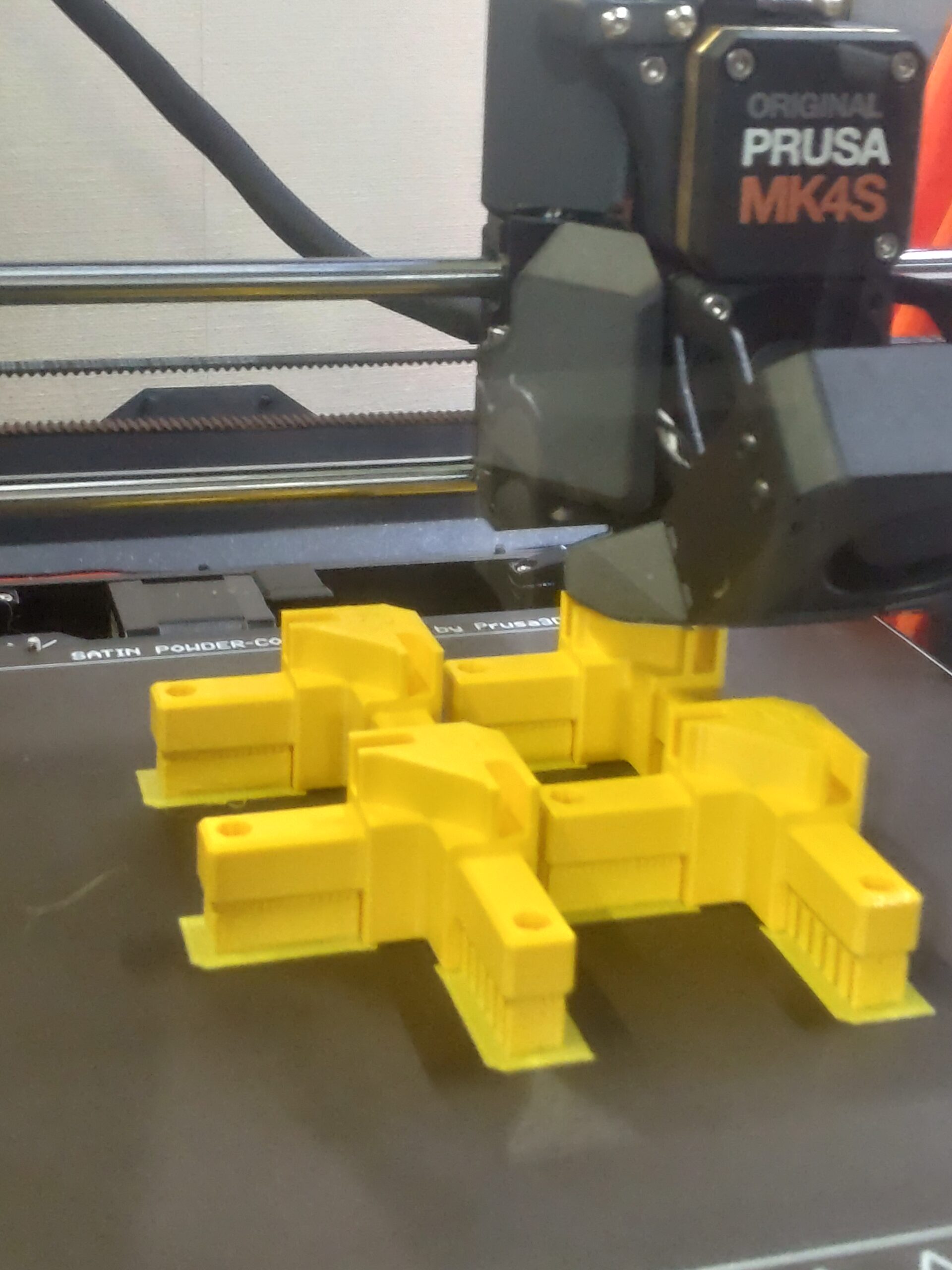
枝状サポート使ってみようか?。
先ずは今回のスライサーの更新で枝状サポートが設定出来るようになりました。
なのでそこを今後試してみてサポートの除去がやりやすくなるかどうかを試してみようかと思っています。
(いつから更新してないんだって突っ込みは無しで( ^ω^)・・・。)
(安定プリント出来ていればそのほうがメリット多いとの判断です。)
VORONの方で利用しているCURAのスライサーでは一部利用していたんですがPRUSAのプリンターでは使ってきませんでした。
そろそろ安定して利用できるようになっているんじゃ無いかと思っていて
“SPEED設定”ではいくらか試してみたんですがそのスピードで枝状サポートをなぎ倒してサポートが吹き飛ぶ印象が強くなっちゃっています。
ここは気持ちを切り替えてサポートのベッドやオブジェクトへの固定の設定をうまく出来ればサポートの除去もやりやすくなるのでは?。
と期待しているところです。
”STRUCTURAL設定”で様子を見ることにする。
とりあえず”STRUCTURAL設定”では順調にプリントが出来ているのでこれから様子を見ながら少しづづ( ^ω^)・・・。
インプットシェイパーはそれなりに効果があったようで“SPEED設定”ではゴーストはほぼ見られませんでした。
”STRUCTURAL設定”ではゴーストが見られます。
Mk3sでのプリントと比べて表面のつやが抑えられているので温度設定の関係とノズルの形状の変更の関係もあると思います。
なので“SPEED設定”でもプリントが成功すれば品質的にはもっと良くなる可能性があるようには思えました。
ここはもう少し使ってみないことにはまだ何とも言えない所ですね( ^ω^)・・・。
インプットシェイパーを使いたい?。
インプットシェイパーを使いたければ“SPEED設定”を使わないとなんで
“SPEED設定”で移動スピードや加速度を落とせばいいのかもしれないです。
ここはやってみないと解らないですが( ^ω^)・・・。
とりあえず使い始めて1週間と少し経った感覚では( ^ω^)・・・。
まだ“SPEED設定”は粗削りの設定のよう?
ってことが解った。といったところです。
でも“SPEED設定”をデフォルトの設定にしちゃうところがPRUSAのやんちゃなところなんでしょうね。
で”STRUCTURAL設定”でいくつかプリントしてみているんですがこちらではゴーストの発生もあります。
なのでここではインプットシェイパーは働いていないようですが全体的な品質は上がっているようです。
ここはリニアガイドの大径化やプリントヘッドの変更なども寄与しているんだとは思います。
ですがトータルでMK3s+よりもプリント品質は上がっているんで今回の更新はかなり効いているのではないかと思います。
記事
R0.0 新規作成 2024.12.06


