

今回はRG65クラスのラジコンヨットのバルブの作り方を紹介します。
ラジコンヨットの船体の下に取り付けします。
3Dプリントでバルブの雄型を印刷します。
風を受けても倒れ過ぎないようにするための重りをバルブと言います。
まずはバルブの形状を3DCADで設計してプリントします。
今回は前半と後半の2分割です。
先端から後端まで3mmの真鍮の丸棒を貫通させます。
これ、ガラスベッド、デルタ型のプリンターです。
このころのメインプリンターです。

前部印刷完了。

後部も印刷し接着。

型取り
粘土に雄型を半分埋めて注ぎ口、空気抜き、位置合わせ用の突起を作ります。
圧紙の箱で枠にしたんですがこの後耐え切れず膨らんでしまいました。( ´艸`)
それなりに重量がかかったみたいなので次からは段ボール箱で作ったほうが良さそうです。

雌型は耐火セメントです。
普通のセメントだと型を乾燥させたり鋳造時に割れてしまう場合があるので耐火セメントを使います。
これは骨材が最初から入っているタイプなので少し手を抜けます。
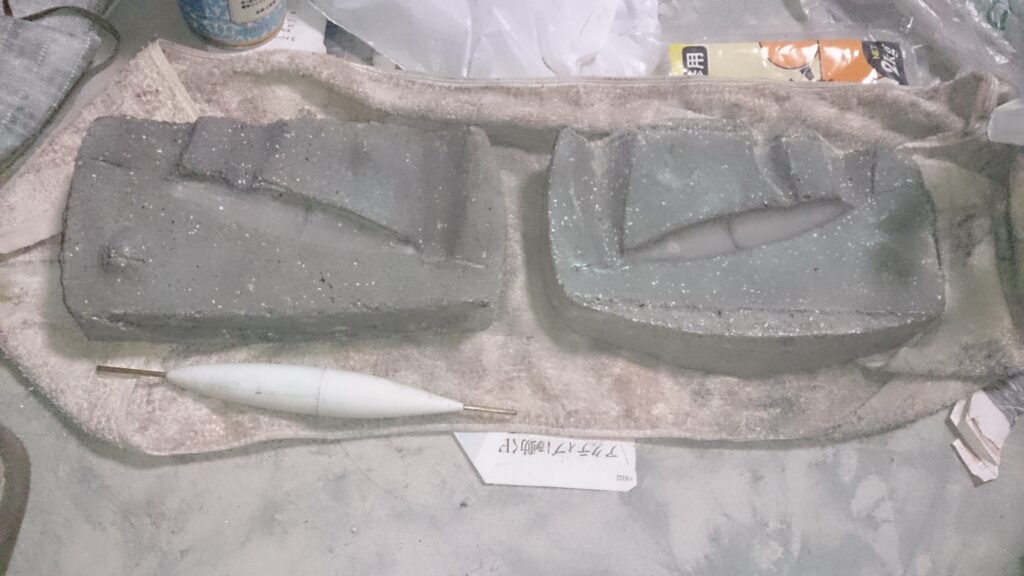
数日置いて粘土を注ぎ口、空気抜き、を残して取り払い、反対側も耐火セメントで型取りします。

粘土と雄型を取り払って雌型が完成。
きれいに型が取れました。
鋳造します。
ここからは屋外で作業しましょう。ガスマスクは必須です。
十分気を付けて作業を行ってください。
雌型を熱して十分乾燥させます。
これをやらないと鉛を注いだ時に水分が蒸気になって爆発する可能性があります。
大変危険なので気を付けてください。
最悪の場合高温の鉛が飛び散ります。
保護具等を十分用意して作業をおこなっ下さい。
防御ゴーグル、耐火エプロン、耐火手袋、ガスマスク、耐火シールドなどを十分用意してください。
すべて自己責任でお願いします。
左側の電気コンロで鉛を鍋で溶かします。
この時、電気コンロは風の影響を受けにくく鉛を安定して早く溶かせます。
鉛が十分解けたら表面に浮いた不純物を網ですくってから鉛を注ぎ口から注ぎ空気抜きから鉛が見えるまで鉛を注ぎます。

放置して自然に冷まします。

十分に冷まして・・・。

型を割ります。

鋳造した部品を取り出します。型は再利用可能な場合が多いと思います。

仕上げ
注ぎ口、空気抜きの鉛を切り取りバリを取り除いて仕上げます。

完成。
部品を取り付けて完成です。

想定どうりの重量で作ることが出来ました。

